
Algorithms
Multi-Energy algorithm to improve Automatic Threat Detection (ME-ATD)
Customers want an operationally viable solution to improve their existing x-ray systems and keep them current with the evolving threat. They want to combine hardware and software in a unique solution to discriminate, quantify and identify materials without the penalty of a high false alarm rate that leads to reduced throughput and passenger facilitation. Working closely with its partners, MultiX is ready to offer the ME-ATD algorithm to improve ATD for security applications.
The MultiX ME-ATD algorithm runs in concert with the MultiX ME-100 data acquisition system (DAS) to provide state-of-the-art automated threat detection for both solid and liquid explosives. The ME-ATD algorithm can be installed on any existing transmission X-ray system (XRT) with ATD (single, dual or multi-view) providing it has been retrofitted with the MultiX ME-100 DAS.
The ME-ATD takes full advantage of the high resolution spectral information generated by the ME-100 to provide compliant solid and liquid explosives detection performance at very low false alarm rates without any reduction in throughput.
ME-Sorter 1D: Algorithm dedicated to discriminate unexpected material from referenced homogeneous material
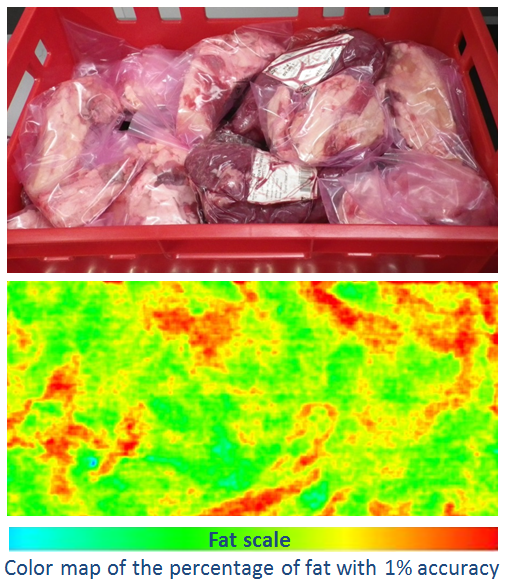
ME-Sorter 1D algorithm, when associated with ME100 detectors, analyzes the scanned material and gives a distance value from a reference material. The algorithm gives the distance with a selected threshold (e.g +/- 2 sigma) scale from this reference material.
This useful algorithm enables to discriminate unexpected/contaminant material from the reference material. For example, in food application, you have safe bulk material used as an ingredient for a recipe. When the bulk material varies from the initial reference, you should have suspicion that unexpected variation is due to foreign bodies or that a process change is ongoing. As controlled process variations could happen along the regular process flow, the algorithm has several thresholds that could be used as tolerance variations. The multi-energy spectrum measured by the ME100 gives a much better accuracy than any others including dual-energy systems, therefore the precision of the discrimination and process monitoring allow a much accurate and precise information.
Discrimination in homogenous material:
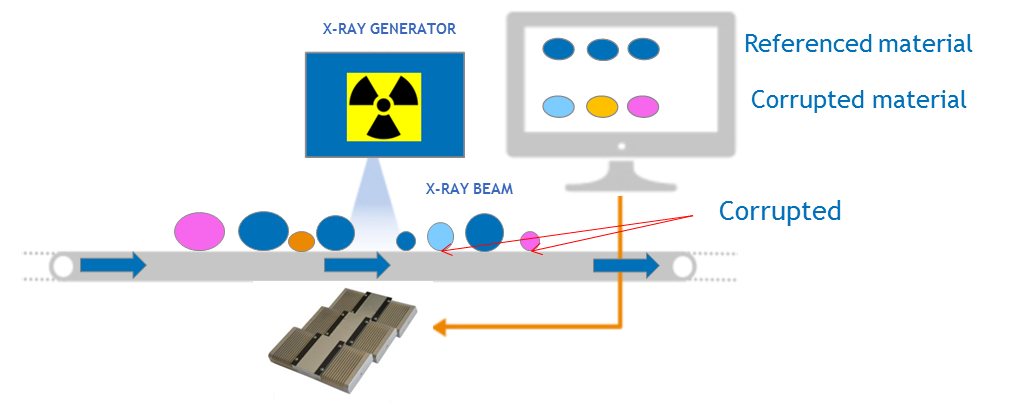
ME-Sorter-1D allows discriminating corrupted materials from a referenced material.
Applications such as recycling takes benefit of ME sorter 1D to sort out or trim process flows. For glass sorting, recycled material can mixed up various glass types on the conveyer belt. Assuming the requirement is to extract from the bulk only the soda glass. Customer selects soda glass as reference. Therefore unexpected glass types can be removed and a purified soda glass is recoverable even in a dirty environment.
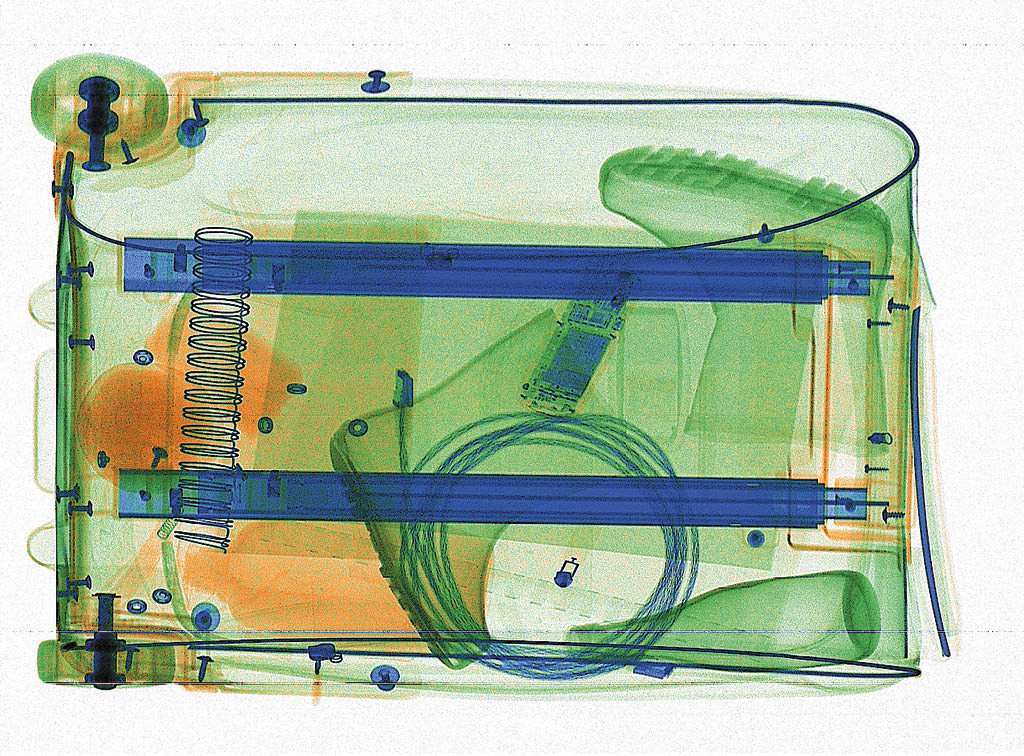
For food application, bone detection in chicken filet is a mandatory item for food makers.
When a chicken filet is scanned with the ME Sorter 1D the meat becomes the safe reference ingredient. From then on all other materials including bones and soft bones becomes a contaminant and is automatically identified.
Many other applications can get benefits of ME100 and ME sorter 1D algorithm in other industrial activities.
ME-Sorter 2D: Algorithm identifies the nature of the elements scanned in the process flow
ME-Sorter 2D comes in addition to ME-Sorter 1D and is designed to exploit the multi-energy benefits with a better accuracy compared to dual energy detection. When the level of performances of the dual-energy detectors based on scintillator limits the ability of discrimination/identification of elements, the ME100 combined with the robust ME sorter 2D algorithm provides a much more accurate atomic composition (Zeff indication) information.
ME sorter 2D uses an innovative methodology to deliver an accurate information on the atomic composition based on a dedicated calibration. The great precision and accuracy of the measurement allows a robust discrimination for sorting material in mining, recycling or contaminant identification in several food products applications. Many other applications can also benefit from MultiX ME 2D algorithm.

ME-Sorter-2D provides an accurate and precise Zeff measurement and its therefore able to discriminate materials.
Example for mineral sorting: Nature of the mineral or relative concentrations are associated to Zeff indicator

When minerals get large differences in density and or in effective atomic number (Zeff), conventional systems can discriminate differences among stones. However when the nature of the mining process requires separating various stones with smaller density and or atomic composition difference then conventional system becomes limited. ME100 X-Ray multi-energy detector associated with ME-Sorter 2D opens new area for mining companies. MultiX solution enables discriminating such materials taking into account thickness variations. MultiX has demonstrated the benefits of such a combination in XRT systems.
Example for recycling application: The origin of the recycled material is identified for future valorisation
With the increasing scarcity of some raw material, the recycling process is more and more demanding to benefit from the valorization of the material collected back. In this sector, ME Sorter 2D algorithm when using ME100 acquisitions enables new recycling applications not feasible until now by dual energy systems. MultiX solution has demonstrated benefits for metal, aluminum or glass sorting. Several other applications such as plastics doped with flame retardant can also be addressed with future MultiX multi-energy x-ray detectors and ME Sorter 2D solution depending of the operational conditions.